沐鸣2注册不锈钢焊管机什么规格的适合企业?
1. 紫铜是一种具有优异的导电性和导热性、耐腐蚀性和延展性的金属,并且还具有良好的强度性能。沐鸣2怎么样?一般简称铜,其质地坚韧、柔软、延展性好,具有玫瑰红的金属光泽。氧化膜形成后,表面呈紫色,紫铜就是其中之一。
2. 焊接采用气焊、手工氩弧焊
气焊:如果工件厚度大于4毫米,必须进行预热处理。加热温度一般在400-500℃之间,待温度上来后。方可加焊条焊接。
氩弧焊:工件焊接边缘和焊丝表面的氧化膜和油污等杂质必须用机械或化学方法彻底清除。如果不清理,焊缝中会出现气孔、夹渣等缺陷。氩弧焊针对厚一点的铜也要进行预热处理。
3. 冷焊的操作和方式方法
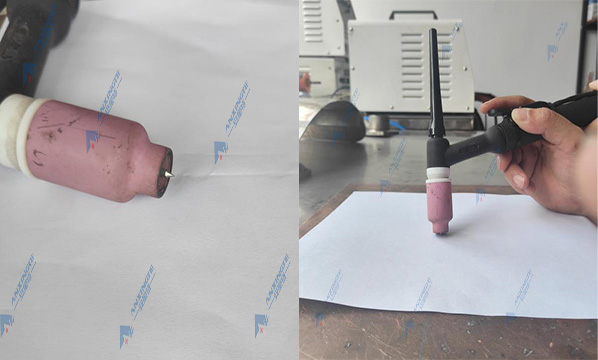
①焊接角度,针尖和工件的距离
②合适的焊接模式和焊接参数
③焊丝的选择
④气体的选用及气体流量的大小
焊接角度,钨针尖与工件的距离
① 针尖伸出枪嘴1-2㎜左右, 针尖距离需要焊接的工件表面同样也在1-2㎜左右
② 手握焊枪的角度尽量在75-90°。
合适的焊接模式和焊接参数
① 焊接修补紫铜时需要将功能切换到频率模式上。
② 焊接修补紫铜正常使用频率模式参数 频率1 电流270-280A 沐鸣2怎么样?占空比80
焊丝选择
① 焊接修补一般使用T2紫铜焊丝。
② 电线里的铜丝也可以用但是要在工件温度上来后使用否则比较容易氧化。
气体的选用
焊接修补紫铜较大工件使用氦气,气体流量控制在5左右。
二.焊接紫铜主要问题及注意事项
① 工件表面没有熔池
② 焊丝不熔化焊丝起球
③工件表面有气孔,凹坑,开裂
工件表面没有熔池
工件表面没有熔池的时候需要在第一个放弧点的位置多次空点后才能看到熔池,此时再顺着需要焊接的位置往下焊。如下图为多次空点后形成的熔池:
焊丝不熔化、焊丝起球
焊丝起球不熔化原因也是因为工件表面没有形成熔池的时候就开始焊接所导致,熔焊丝时同样要在工件表面多次空点形成熔池后再添加焊丝才可以将焊丝熔化在工件表面 。




热文排行
- . 沐鸣2平台阳诚机械不锈钢
- . 不锈钢制管机的优势有哪
- . 沐鸣2平台如何选购一台不
- . 阳诚机械不锈钢制管机如
- . 沐鸣2平台不锈钢制管机的
- . 阳诚机械不锈钢制管机组
- . 沐鸣2平台阳诚不锈钢制管
- . 广东阳诚机械祝大家端午
- . 沐鸣2平台广东联塑科技集
- . 富士康领导一行在副总裁





